What really happens inside compliance teams – and how to keep your shipment away from the rejection pile.
1. Why DC battery banks are non‑negotiable in US power plants
Every combined cycle power plant and substation in the US hides one quiet hero: the DC battery bank. When the grid fails or a black‑start is needed, those batteries keep switchgear, control systems, relays, and emergency lighting alive long enough to shut down safely or restart the plant.
For this job, most utilities are not looking for the “latest hype battery”. They want technology that:
Survives 20+ years of real‑world abuse.
Works in hot, dusty battery rooms and harsh outdoor enclosures.
Delivers reliable power after long float charging and rare deep discharges.
This is exactly where Alcad NiCd batteries still hold a strong position against lead‑acid and many newer chemistries.
2. What makes an Alcad NiCd battery different?
An Alcad nickel cadmium industrial battery is a flooded, pocket‑plate NiCd cell, normally 1.2 V per cell, built for stationary backup. Instead of fragile plates, it uses welded steel pockets filled with active material and an alkaline electrolyte. The result is a cell that tolerates abuse, deep discharge, and high temperatures much better than most lead‑acid designs.
For US plants, that means:
Very long service life – often 20 years or more with proper maintenance.
Wide temperature range – stable performance from cold outdoor yards to hot battery rooms.
Low maintenance – top‑up water only a few times per year on a well‑designed system.
That is why you still see Alcad batteries for power plants, substations, and oil & gas facilities worldwide.wer.
3. Typical Alcad ranges used in utility applications
US utilities and EPC contractors normally meet the brand under specific product families:
Vantex – a low‑maintenance flooded range popular for substation battery backup, control and protection circuits, and SCADA.
XHP – high‑performance starting batteries for generator starting NiCd battery duties and fast discharge loads.
LCE and Slim – flexible ranges for UPS, switchgear, and telecom/auxiliary systems where footprint is tight.
You will see these cells built into DC systems for:
Gas and steam turbine control power.
Substation switchgear and relay protection.
Black‑start diesel generators and emergency lube‑oil pumps.
NiCd battery for UPS feeding DCS, safety PLCs, and communication systems.
When a federal tender talks about a pocket‑plate NiCd flooded cell or mentions 1.2V 80Ah Alcad battery or 1.2V 285Ah Alcad battery, it is usually one of these families.
4. Key advantages vs industrial lead‑acid
If you are a US plant engineer or MRO manager comparing NiCd vs lead acid industrial solutions, the real question is not only price. It is total risk and lifecycle cost.
4.1 Reliability in harsh environments
Alcad NiCd cells handle:
High temperatures without the same rapid capacity loss seen in VRLA lead‑acid.
Deep discharge and abuse, such as long cranking of emergency diesels.
Mechanical shocks and vibration found in turbine halls and outdoor yards.
For remote, unmanned sites – pipelines, compressor stations, renewable‑connected substations – this robustness is a major reason to choose industrial NiCd battery supplier over a cheaper VRLA rack.
4.2 Life‑cycle cost and TCO
Capex for an Alcad battery bank is higher than a standard lead‑acid system. However, when you calculate Alcad battery TCO (Total Cost of Ownership) over 20+ years, the picture changes:
Fewer full replacements.
Less emergency call‑out due to sulfation or premature capacity loss.
Lower risk of nuisance trips, lost megawatt hours, and regulatory penalties.
Long‑term, many utilities find Alcad battery service life cheaper than multiple cycles of lead‑acid change‑outs.
4.3 Safety and environmental stability
NiCd cells are non‑flammable, with tough steel cases and flame‑retardant containers. They are very resistant to thermal runaway, a key concern for some high‑energy chemistries. Cadmium is hazardous, but controlled recycling channels exist, and federal contracts typically require proof of compliant disposal.
5. Where your US tender language usually hides the NiCd rules
Federal and utility buyers in the USA rarely say “buy from this brand”. Instead, they specify standards and performance that naturally point toward Alcad NiCd battery or an equivalent pocket‑plate design.
In a typical combined‑cycle or substation tender you will see:
IEC 60623 – vented NiCd cell design and performance.
EN 50272‑2 / IEEE battery installation standards – safety distances, ventilation, and protection.
Requirements for industrial battery harsh environment performance, such as high cycling or extreme temperatures.
Exact DC bus voltage, duty cycle, autonomy time, and minimum end‑of‑life capacity.
If you can prove that your Alcad battery specifications meet or exceed these points, you are usually on safe ground technically.
6. Documentation federal buyers expect from an Alcad supplier
When you respond to a US federal or utility RFQ, documentation often decides who wins. Beyond price, evaluators look for suppliers who make the compliance officer’s life easy.
6.1 Technical and quality documents
Be ready to submit:
Detailed Alcad battery data sheet for each cell type and capacity.
Type test reports and routine factory test certificates.
ISO 9001 and environmental certifications for the manufacturing plant.
NiCd flooded cell battery maintenance manual and installation guide.
6.2 Safety and environmental paperwork
For NiCd chemistry, the buyer will ask for:
Safety Data Sheets (SDS) covering electrolyte and cadmium.
Description of your Alcad battery safety measures – ventilation, PPE, spill trays, eye‑wash.
Recycling or Alcad battery refurbishment options and proof of compliant hazardous‑waste handling in the US.
6.3 Project‑specific compliance
Federal‑funded projects may also require:
Country‑of‑origin declaration to satisfy Buy American or related rules.
Evidence that your industrial battery suppliers USA chain is free from restricted entities.
A clear plan for Alcad battery maintenance, testing, and spare parts over the full contract term.
When this bundle is neat and complete, your bid looks like a low‑risk, high‑control option.
7. How to pick the right Alcad battery distributor in the USA
Many vendors can resell batteries. Fewer can support a power plant for 20+ years.
When you evaluate an Alcad battery reseller USA or Alcad battery distributor, look for:
Direct technical link to the OEM – access to factory engineering, firmware bulletins, and testing tools.
Field experience in utilities – real projects in CCPP, substations, or oil & gas, not only telecom racks.
Own team or partners for Alcad battery installation, capacity testing, refurbishing, and troubleshooting.
Ability to hold stock of critical spares and cells for fast Alcad battery replacement in emergency outages.
Capability to package NiCd battery MRO services with training, periodic test plans, and report templates.
In short, choose a partner who helps you run the asset, not just one who ships pallets.
8. RFQ checklist for US plant engineers
Here is a practical list you can adapt into your next specification for Alcad batteries USA or equivalent NiCd solutions:
Application definition
DC system voltage, autonomy time, duty cycle, and critical loads.
Whether it is battery for mission critical applications (black‑start, protection, or safety systems).
Technology choice
Pocket‑plate flooded NiCd battery high temperature capable.
Minimum design life (for example, 20 years at specified temperature profile).
Factory tests, site acceptance tests, and periodic capacity test requirements for Alcad battery testing.
Acceptance criteria for voltage regulation, recharge time, and Alcad battery voltage regulation limits.
Installation and maintenance
Rack layout, room ventilation, and seismic anchoring.
Detailed plan for watering, visual inspections, torque checks, and NiCd battery low maintenance expectations.
Required tools and test equipment for Alcad battery troubleshooting.
Lifecycle and commercial terms
Warranty period matched to expected Alcad battery service life.
Options for Alcad battery refurbishment near end of life.
Long‑term service agreement for Alcad battery maintenance and periodic site visits.
This kind of RFQ immediately signals to the market that you know what you are doing – and filters out weak vendors.
9. Talking to US clients about NiCd in simple language
Many non‑technical stakeholders only see one line item: “battery bank – expensive”. Your job is to translate NiCd advantages into business outcomes.
When you describe an Alcad battery solution for utilities, focus on points like:
Grid reliability – fewer nuisance trips and blackouts due to DC failures.
Regulatory comfort – clear documentation for auditors and safety inspectors.
Predictable Opex – one long‑life reliable industrial battery instead of repeated emergency replacements.
Resilience for remote locations – NiCd battery for remote locations where site access is seasonal or difficult.
Once decision‑makers see NiCd not as a commodity but as a risk‑control tool, budget conversations become easier.
10. Final takeaway for US power plant and substation teams
If you operate a US combined‑cycle plant, substation, or oil & gas facility, your DC system is the last place to experiment. You need a chemistry and a partner that will still be there when today’s turbine has already seen its first major overhaul.
Choosing an Alcad NiCd battery through a capable NiCd battery expert USA gives you:
Proven technology with decades of field history.
Strong tolerance for harsh environments and operating mistakes.
A clear compliance and documentation path for federal or investor‑owned projects.
For your next tender, do not only ask, “What is the lowest price per amp‑hour?” Ask instead, “Which battery bank will still be protecting this plant 20 years from now – on the coldest night, during the worst storm, when we need it most?”
In many cases, the honest answer is still: a well‑specified Alcad NiCd battery system.
Safety relief valves are the last line of defence in a high-pressure power plant. When a boiler or pressure vessel experiences an overpressure condition, these valves open to vent steam or fluid and prevent catastrophic failure. In combined cycle power plants and high-energy substations, relief valves protect steam drums, reheater outlets, condenser off-gas, lube-oil systems, and the main feedwater network. Because a relief valve will only open in an emergency, you don’t get a second chance. If the valve’s body or disc is made from inferior or wrong material, it may seize, crack, or corrode, turning a protective device into a point of failure. That’s why compliance goes beyond nameplates: you must verify the chemical composition and mechanical properties of every valve body, bonnet, spring, and seat.
Understanding safety relief valves and their materials
Relief valves are pressure-retaining components subject to strict codes. In the U.S., ASME Section I, VIII, and B31.1 set standards, along with API 520/521 and local jurisdiction rules. Materials vary by service: carbon steels like ASTM A216 WCB or WCC are used for moderate temperatures; low alloy steels like A217 WC6 and WC9 for high temperature steam; stainless steels like A351 CF8M or CF3M for corrosive or high-chloride environments; and high-chromium materials like F91 or F92 for ultra-supercritical conditions. Each grade has a defined chemical composition (percentages of C, Mn, Cr, Mo, Ni, etc.) and mechanical properties (yield strength, tensile strength, elongation, impact values) that ensure it can handle its design pressure and temperature. If you substitute a cheaper grade or accept a valve with unknown chemistry, you risk creep rupture, stress corrosion cracking, or early
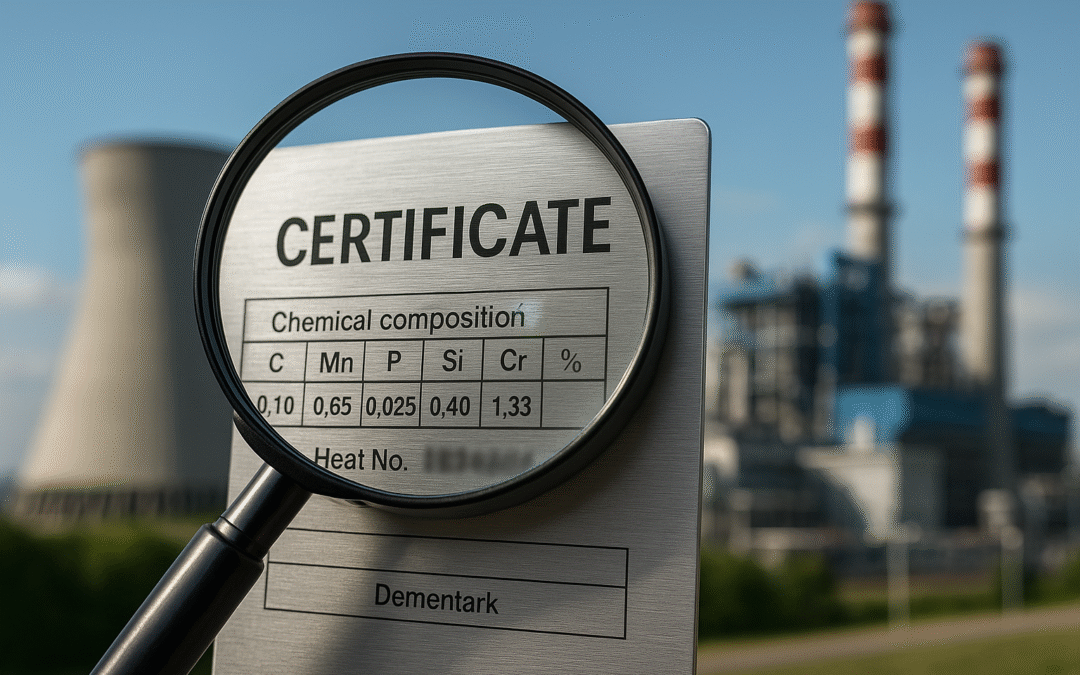
Chemical composition: the foundation of integrity
A genuine valve body or disc should have its heat number and material grade stamped on it. This heat number links the part to its Material Test Report (MTR), which lists exact chemical composition. For example, ASTM A217 WC6 must contain 0.05–0.20% carbon, 0.80–1.10% chromium, and 0.50–0.80% molybdenum. These alloying elements provide creep resistance at high temperatures. If carbon is too high, the material may become brittle; if chromium or molybdenum are low, the alloy may lack high-temperature strength. The MTR also shows the steel-making process and reference standards. When receiving valves, procurement engineers should request EN 10204 3.1 certificates with specific heat and cast numbers, and verify that the chemical analysis matches the grade and project specification.
Mechanical properties: verifying strength and ductility
Chemical composition alone doesn’t guarantee performance. Mechanical test data—yield strength, tensile strength, elongation, and impact toughness—show how the material behaves under load. ASME Section II Part D provides allowable stresses for each grade; for example, ASTM A217 WC9 has a minimum tensile strength of 585 MPa and yield strength of 415 MPa at room temperature. Impact testing ensures the material isn’t brittle at low temperatures. A relief valve used on a condensate line may see colder fluids during start-up; if the impact energy is too low, the disc or body may crack when the valve snaps open. These properties must be measured on test coupons from the same heat; they should be recorded in the MTR and cross-checked aga
Standards and certification pathways
In Europe, EN 10213 and EN 10283 cover steel castings for pressure equipment, while EN 12516 details valve design and testing. These complement EN 10204 for inspection documents. In the U.S., the National Board requires relief valves to be certified and stamped with the “NB” mark, and to be assembled by authorized assemblers. Under all regimes, the manufacturer must provide an inspection document (3.1 or 3.2) that includes chemical and mechanical test results. Type 3.2 certification, involving a third-party inspector or customer representative, is often used for high-risk or regulated equipment.
Steps to ensure compliance when purchasing relief valves
Define the design conditions: Determine pressure, temperature, fluid, and service (steam, condensate, gas) to select the correct material grade and valve type (safety, relief, pilot-operated, etc.).
Specify material and certificate requirements in the RFQ: State the required material grade (e.g., A217 WC6) and the mandatory certificate type (EN 10204 3.1 or 3.2). For hydrogen or sour services, specify additional testing (HIC, SSC).
Review manufacturer MTRs and certificates: Upon receiving bids, request and examine MTRs. Check that the heat number on the MTR matches the stamping on valve bodies and bonnets. Compare chemical composition against ASTM/EN grade ranges and mechanical properties against code minima.
Verify dimensions and wall thickness: Ensure body castings meet ASME B16.34 requirements for pressure-temperature ratings. Wall thickness influences stress and creep life.
Inspect spring and trim materials: The springs, discs, and seats must also be appropriate materials (e.g., Inconel X-750 springs for high temperature service). Request MTRs for these components as well.
Conduct third-party or purchaser witness testing: For critical applications, witness hydrostatic and seat leakage tests. Confirm set pressure and blowdown meet API 527 limits.
Document heat number traceability: Keep a register linking each valve’s heat number to its MTR and installation location. This is vital for future audits or replacements.
Audit suppliers: Visit foundries or machining shops to ensure they maintain proper heat identification throughout machining, assembly, and testing.
Common pitfalls and red flags
Despite clear procedures, problems still arise. Some suppliers deliver valves with EN 10204 2.2 test reports masquerading as 3.1, or MTRs that list generic chemistry values not specific to the delivered heat. Others use incorrect seat or spring materials that cannot handle temperature extremes. In worst cases, unscrupulous vendors replace original bodies with cheaper castings after factory inspection, or mis-stamp heat numbers to hide mixing of heats. Watch for MTRs with identical values across multiple orders, or mechanical test results copied from literature rather than from actual tests. A sudden increase in valve weight or finish may signal substitution. When in doubt, request chemical and PMI testing at receipt.
Case study
A combined cycle plant in the Midwest purchased a batch of safety relief valves for its high-pressure feedwater system. The specification required ASTM A217 WC6 bodies and EN 10204 3.1 certification. Due to schedule pressure, procurement accepted the vendor’s promise that certificates would follow. Once installed, several valves started weeping during commissioning. Investigation revealed that the bodies were made from a low-alloy steel with insufficient chromium and molybdenum. The vendor had used leftover castings from another project and re-stamped them. The MTRs were generic 2.2 declarations with no heat number. The weeping was due to accelerated corrosion and inadequate mechanical strength. The client had to replace all valves at their own cost and delay plant startup. This could have been prevented by insisting on 3.1 certificates and verifying heat numbers before installation.
Conclusion: turning compliance into reliability
Safety relief valves are not commodity items. They are engineered pressure-retaining devices whose performance depends on the chemical and mechanical integrity of every component. In a combined cycle plant, a single valve failure can shut down a turbine or, worse, cause a safety incident. By demanding EN 10204 3.1/3.2 certificates, cross-checking chemical and mechanical data against codes, and ensuring heat-number traceability, owners and EPCs protect themselves from hidden liabilities. As an independent compliance consultant, I help clients interpret MTRs, audit valve suppliers, and set up systems for verifying certificates and heat numbers. If you’re procuring critical valves or replacing them in an existing plant, reach out. Together, we’ll ensure that the protective devices you rely on are as reliable as the plant you’re building.inst code requirements.fatigue failure.
Counterfeit mill test reports (MTRs) and forged heat numbers are serious risks for combined cycle power plants and substations. In an industry where piping and pressure equipment operate at high pressure and temperature, even a small deviation in material quality can lead to catastrophic failure. Unfortunately, unscrupulous suppliers sometimes provide documentation that looks legitimate but does not correspond to the actual materials delivered. This post explains how these counterfeit documents arise, what an authentic MTR should contain, how to recognise red flags, and what steps procurement and quality professionals can take to verify documentation.
Why Counterfeit Certificates Exist
Counterfeiting of mill test reports thrives where there is a lack of oversight and a strong incentive to cut costs. Small workshops or traders may mix heat numbers, mislabel material grades or fabricate documentation to move stock quickly. Some may not fully understand the importance of traceability and think that any certificate will satisfy the buyer. Others knowingly falsify documents to hide the fact that they are supplying a lower grade material than specified. In global supply chains, language barriers, different standards and varied levels of regulatory enforcement further contribute to the problem. When equipment is shipped halfway across the world, verifying authenticity becomes more challenging.
What a Genuine MTR Contains
A genuine mill test report is more than a piece of paper. It is a formal document that records the chemical composition and mechanical properties of a batch of steel or alloy. The report should clearly state:
The specification and grade (such as ASME SA-335 P91 or EN 10216-2).
The heat number, which identifies the specific melt or batch of material from which the product was made.
The chemical composition, with the measured percentages of elements like carbon, chromium, nickel, molybdenum and vanadium.
Mechanical properties such as tensile strength, yield strength and impact values tested at specified temperatures.
The type of inspection certificate, for example EN 10204 3.1 or 3.2, and the relevant norms used for testing.
Signatures or stamps from the manufacturer’s quality assurance department or an independent inspector.
This data should align with the requirements of the purchase order and applicable codes. Values should fall within permissible ranges, and any supplementary requirements specified by the client should be referenced.
Red Flags for Fake Documents
There are several common signs that a mill test report or heat number may be fake or manipulated. Identical chemical and mechanical values repeated across different orders or heats are a major warning sign; in reality, there will always be slight variation. Heat numbers on the paperwork that do not match the marking on the actual component indicate a break in traceability. Look out for inconsistent fonts or file names that suggest the document has been copied and edited. If the certificate claims to be an EN 10204 3.1 or 3.2 document but lacks any reference to the testing standard or has no inspector’s signature, it is likely not valid. Another red flag is when there is no test temperature noted for impact results or when high-temperature creep properties are missing even though these were required.
Verifying Heat Numbers
Heat numbers are a key part of the traceability chain. These numbers are usually stamped or engraved directly on the material or product. When you receive a shipment, check that the heat number on the physical item matches the number on the MTR. If there are multiple pieces with different heat numbers, each one should have its own certificate. Beware of situations where a fabricator has cut and welded materials from different heats but only provides a single MTR; each heat needs its own documentation. In cases where stamping may have been removed during machining, the supplier should provide a method of transferring the heat number, such as a traveller or log sheet. If in doubt, request confirmation from the original mill or arrange for a third-party witness test.
Steps to Verify Certificates
Procurement and quality teams can take practical steps to minimise the risk of receiving counterfeit documentation. First, always request EN 10204 3.1 or 3.2 certificates for pressure parts and safety-critical items. Second, cross-check the chemical composition and mechanical properties against the relevant specification; if the values fall outside the permitted range, reject the material. Third, verify that the heat number on the item matches the number on the certificate and that the certificate lists the correct product form and dimensions. Fourth, look for the testing standards cited on the report (such as ASTM A370 for mechanical tests). If the supplier has not indicated the standard or has referenced outdated standards, ask for clarification. Finally, when large quantities of material are involved, consider random sampling and testing by an independent laboratory to confirm the chemical composition. This may seem burdensome, but it is far less costly than dealing with a failure later.
Case Study: The Cost of Not Verifying
A combined cycle plant in South Asia once purchased a batch of high-pressure boiler tubes that came with what appeared to be EN 10204 3.1 certificates. The plant’s quality control department relied on the paperwork and did not perform any further checks. Within months of commissioning, several tubes ruptured, causing an unplanned shutdown. Investigation revealed that the tubes were actually made from a lower grade material and had inadequate creep strength. The MTRs had been copied from genuine certificates but the heat numbers had been altered. Had the plant required third-party verification or performed random chemical analysis, the issue would have been caught before installation.
Conclusion
In a market flooded with suppliers of varying reliability, you must treat mill test reports and heat numbers with the same scrutiny you would give to a safety inspection. Counterfeit documentation is not always easy to spot, but simple checks—matching heat numbers, verifying chemistry and mechanical data, insisting on proper certificate types and looking out for inconsistencies—can protect your project. As an independent compliance consultant, I specialise in helping owners and engineers implement these checks. If you want peace of mind that your materials are what they claim to be, reach out for a review of your next purchase order or a training session for your team. Authentic materials are not just a requirement; they are the difference between smooth operations and costly failures.
Ensuring that every pressure part and safety component in a power plant has the right certification isn’t just a bureaucratic exercise—it’s a matter of safety, reliability and compliance. EN 10204 is the European standard that governs inspection documents for metallic materials. Understanding the different certificate types, and knowing how to verify them, helps procurement and quality teams avoid counterfeits and meet contractual and regulatory obligations.
What does EN 10204 cover?
EN 10204 classifies inspection documents into four levels. A Type 2.1 declaration is simply a statement of compliance without test results. A Type 2.2 test report includes non-specific test data based on samples from the same grade but not the same batch. A Type 3.1 inspection certificate includes specific tests on the actual batch delivered and is signed by the manufacturer’s QA representative, independent from production. A Type 3.2 inspection certificate goes further by adding verification by either a third-party inspector or the purchaser’s nominated representative.
For critical pressure parts, valves, flanges and piping in combined-cycle plants and substations, 3.1 should be the minimum requirement. For items covered by regulatory requirements or owner‑engineer specifications, a 3.2 certificate may be mandated. Anything less offers no specific test data and therefore no reliable traceability.
Steps for verifying EN 10204 certificates
Confirm the certificate type. Look for the clearly printed designation (e.g., “Inspection certificate 3.1 to EN 10204”) on the document. If the certificate claims to be EN 10204 but does not specify a type, or if it only provides a generic statement of compliance, it does not meet the requirements.
Match the heat numbers. The heat number stamped on the material should match the heat number listed on the certificate. Each component should trace back to its furnace batch. If the certificate lists multiple heats but the parts are stamped with only one number, ask the supplier for clarification and additional documentation.
Check the chemical composition. Compare the chemistry values on the certificate against the specification or code requirements (ASME, ASTM, EN or customer spec). Watch for elements outside their permitted ranges. In high-temperature service, even small deviations in chromium, molybdenum or carbon can significantly reduce creep strength.
Review mechanical properties. Ensure that tensile strength, yield strength and impact values are reported. For components operating at low temperatures, verify that impact tests have been carried out at the correct temperature and that the results meet the minimum energy criteria.
Verify the test standards and sampling. A 3.1 or 3.2 certificate should reference specific test standards (e.g., EN ISO 6892–1 for tensile tests, EN ISO 148–1 for impact tests) and indicate the sampling location and orientation. Generic descriptions such as “tests performed according to applicable standards” are insufficient.
Look for independent signatures. A legitimate 3.1 certificate is signed by the manufacturer’s authorized QA representative, separate from the production team. A 3.2 certificate includes a second signature from an independent inspector or purchaser’s representative. Unsigned or generic certificates are not valid.
Red flags that indicate potential forgeries
Even experienced buyers can be fooled by well‑produced fake certificates. Watch for these warning signs:
Identical data across multiple certificates. If chemistry and mechanical values are exactly the same for different heats or products, it may indicate copy‑paste rather than actual test results.
Inconsistent formatting or fonts. A certificate that looks patched together from different sources may have been altered.
Heat numbers that do not match physical markings. Always cross‑check the number stamped on the component against the certificate.
Certificate types that change between pages. A document that says “Test report 2.2” on one page and “Inspection certificate 3.1” on another is suspect.
If you see any of these anomalies, request clarification and, if necessary, new documentation or replacement parts. Do not accept verbal assurances; the entire purpose of EN 10204 is to provide written, traceable evidence.
Why verification matters for power plants
In high‑energy applications, failure of a pressure boundary or safety valve can lead to catastrophic damage and long outages. Using materials without verified certificates increases the risk of premature failure, invalidates warranties and can lead to non‑compliance with regulatory bodies. In the worst case, it exposes owners and contractors to legal liability.
By adopting a disciplined process for verifying EN 10204 certificates—checking the certificate type, matching heat numbers, confirming test results and watching for red flags—you reduce these risks and build a culture of quality. If your team lacks the time or expertise to perform these checks, consider engaging an independent compliance consultant who specializes in material certification.
Call to action
If you need assistance reviewing supplier documentation or drafting RFQ language that demands proper certification, I can help. Together we can ensure that every component in your plant has a transparent trail from the furnace to your facility, safeguarding performance and compliance.
Introduction In the world of heavy industry, every metal component has a hidden identity: its heat number. This stamp on the metal is more than just a random sequence—it is the link between a finished part and the melt from which it was cast. For procurement engineers working on combined-cycle power plants, heat-number traceability is a vital tool to ensure that what you buy meets the chemical and mechanical requirements specified in your contracts. When a pressure part fails, the first question investigators ask is “What was its heat number?” This article will help you understand what heat numbers are, why they matter, and how to manage them in your supply chain.
What Is a Heat Number? A heat number is a unique identifier assigned to a batch of steel or alloy at the time it is produced in the mill. Each time steel is melted in a furnace, a “heat” of material is poured. When this melt is cast, the material is tested and its chemical and mechanical properties are recorded in a mill test report (MTR). The heat number is stamped onto the surface of ingots, plates, bars, forgings, or castings. Without this stamp, you have no way of knowing exactly which batch of metal you are dealing with. The number ties the physical product back to its test report and the production records at the mill. In high-risk applications like high‑temperature piping or pressure vessels, this stamp is your evidence that the material truly meets the grade.
Why Traceability Matters Traceability is essential for legal compliance, quality assurance, and long‑term reliability. Specifications from ASME, ASTM, EN, and project-specific codes require that certain components have full traceability from the steel mill to the final installation. If a turbine casing or a header rupture occurs, regulators will ask to see the MTR and heat number trail. Without documentation, you may face costly replacement, penalties, or even criminal liability. Traceability also ensures that you can identify and recall products if a material defect is discovered. In the context of procurement, requiring heat numbers and proper certificates helps you avoid counterfeit or mismatched material and proves to your client that you take compliance seriously.
Heat Numbers vs. Lot Numbers It is important to distinguish between a heat number and a lot number. A heat number identifies the specific melt from which the metal was produced. A lot number, on the other hand, is assigned by the manufacturer or stockist and may represent a smaller group of parts that were processed together. Lot numbers often mix material from different heats, especially if a stockist cuts plates or bars from multiple melts. If you receive parts with only a lot number stamped on them, you need to ask the supplier to show the heat numbers associated with each part within the lot. Otherwise, you cannot link the finished product back to its material certification.
Procurement Practices for Heat Number Traceability As a procurement engineer, you need to ensure that your purchasing documents require heat-number traceability. Here are a few steps you can incorporate into your RFQs and purchase orders:
Specify that all pressure and safety-critical items must be supplied with EN 10204 3.1 or 3.2 certificates. These certificates include specific test results for the actual batch and guarantee that independent inspectors have verified the data.
Demand that each component be clearly stamped with its heat number. This stamp must be legible and preferably located near the identification plate or a permanent part of the component.
Require that the supplier provide a list matching each component’s serial number or tag to its heat number and to the MTR. This prevents confusion if components are separated during shipping.
Audit the supplier’s traceability system. When possible, inspect the warehouse or fabrication shop to ensure that they keep heat numbers intact and do not mix up parts from different heats.
Include penalties for missing stamps or mismatched documentation. If a component arrives without a heat number or with an incorrect certificate, insist on replacement at the supplier’s expense.
Tools and Technologies for Managing Heat Numbers In large projects, handling hundreds of heat numbers manually can be difficult. Modern tracking systems help you manage this data accurately:
Barcode and QR Code Labels. Some suppliers now include a barcode or QR code along with the heat number. Scanning the code reveals the material grade, heat number, and MTR reference. This reduces human error and speeds up incoming inspection.
Digital MTR Databases. Instead of storing paper copies, create a digital database of MTRs organized by heat number and component tag. This allows quick retrieval during audits.
Enterprise Resource Planning (ERP) Integration. Many procurement departments integrate material traceability into their ERP systems. This connects purchase orders, goods receipts, and MTRs in one platform so you can see at a glance whether a heat number is approved and where the material has been installed.
Blockchain Solutions. Emerging solutions use blockchain to create an immutable record of each heat and its journey through the supply chain. While still new, this technology promises to eliminate counterfeit certificates by making traceability records tamper-proof.
Maintaining Traceability Through Fabrication Even if the mill provides proper certificates, traceability can be lost during fabrication. Welding, cutting, and assembly processes often remove the original stamps. To prevent this, instruct your fabricators to:
Transfer heat numbers to new tags or maintain a traveler card that stays with the part throughout fabrication.
Stamp or mark cut pieces and subassemblies before the original mark is destroyed.
Keep a log of which pieces come from which heats and ensure welders trace filler materials as well.
Provide updated certificates or weld maps that show how different heats were joined. Without this, the final assembly cannot be fully traced back to its original material properties.
Common Pitfalls and How to Avoid Them Many traceability failures occur at the interfaces between different parties. Stockists may mix plates from different heats and deliver them under a single certificate. Fabricators may weld pieces from different heats together and only stamp the assembly once. Here are ways to mitigate these issues:
Perform random checks during production. Compare heat numbers on parts with the documentation.
Do not accept photocopies of MTRs without original signatures or digital certificates.
Train your receiving inspectors to check heat numbers at incoming inspection rather than waiting until installation.
Use a third-party inspector to witness stamping and review traceability logs at the supplier’s facility.
If there is any doubt about a component’s heat number, reject it and request a replacement. Salvaging parts without proper identification often costs more in the long run.
Case Study: A Valve Mix-Up Consider a combined-cycle plant that purchased a batch of safety relief valves. The purchase order required 3.1 certificates and heat number stamps. During installation, inspectors noted that two valves lacked heat numbers. The supplier insisted that the valves came from the correct batch and provided an MTR copy. However, further investigation revealed that the supplier had mixed inventory from two different heats. The MTR provided corresponded to one heat, but the undocumented valves were from another heat with slightly lower tensile strength. Because the heat numbers were missing, there was no way to prove which valves were which. The buyer rejected the entire batch, leading to delays and additional costs. If the supplier had properly stamped each valve and maintained a heat-to-serial-number log, the issue could have been resolved quickly. This case illustrates why stamping and documentation are essential for critical equipment.
Conclusion: Turning Traceability into Trust Heat-number traceability may seem like a tedious administrative task, but it forms the backbone of quality assurance in high-risk industries. By ensuring that every component can be linked back to its material batch, procurement engineers protect their projects from hidden material defects and counterfeit products. Combined-cycle power plants operate at the edge of metals’ capabilities—keeping track of the “DNA” of each component ensures that you’re building on a solid foundation. If you need help setting up or auditing a traceability system, don’t hesitate to reach out. As an independent consultant, I specialise in bridging the gap between design requirements and supplier documentation. Together we can build a supply chain that is transparent, compliant, and trustworthy.