by Shafiqul Mowla | Nov 12, 2025 | blog, Heat Traceability
Safety relief valves are the last line of defence in a high-pressure power plant. When a boiler or pressure vessel experiences an overpressure condition, these valves open to vent steam or fluid and prevent catastrophic failure. In combined cycle power plants and high-energy substations, relief valves protect steam drums, reheater outlets, condenser off-gas, lube-oil systems, and the main feedwater network. Because a relief valve will only open in an emergency, you don’t get a second chance. If the valve’s body or disc is made from inferior or wrong material, it may seize, crack, or corrode, turning a protective device into a point of failure. That’s why compliance goes beyond nameplates: you must verify the chemical composition and mechanical properties of every valve body, bonnet, spring, and seat.
Understanding safety relief valves and their materials
Relief valves are pressure-retaining components subject to strict codes. In the U.S., ASME Section I, VIII, and B31.1 set standards, along with API 520/521 and local jurisdiction rules. Materials vary by service: carbon steels like ASTM A216 WCB or WCC are used for moderate temperatures; low alloy steels like A217 WC6 and WC9 for high temperature steam; stainless steels like A351 CF8M or CF3M for corrosive or high-chloride environments; and high-chromium materials like F91 or F92 for ultra-supercritical conditions. Each grade has a defined chemical composition (percentages of C, Mn, Cr, Mo, Ni, etc.) and mechanical properties (yield strength, tensile strength, elongation, impact values) that ensure it can handle its design pressure and temperature. If you substitute a cheaper grade or accept a valve with unknown chemistry, you risk creep rupture, stress corrosion cracking, or early
Chemical composition: the foundation of integrity
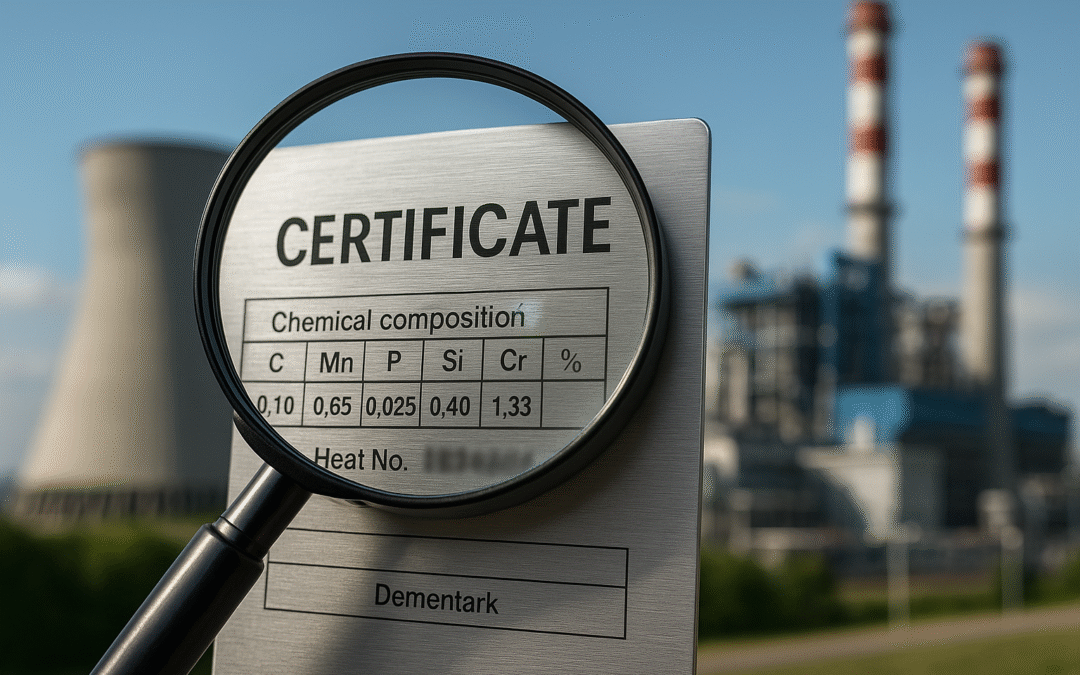
A genuine valve body or disc should have its heat number and material grade stamped on it. This heat number links the part to its Material Test Report (MTR), which lists exact chemical composition. For example, ASTM A217 WC6 must contain 0.05–0.20% carbon, 0.80–1.10% chromium, and 0.50–0.80% molybdenum. These alloying elements provide creep resistance at high temperatures. If carbon is too high, the material may become brittle; if chromium or molybdenum are low, the alloy may lack high-temperature strength. The MTR also shows the steel-making process and reference standards. When receiving valves, procurement engineers should request EN 10204 3.1 certificates with specific heat and cast numbers, and verify that the chemical analysis matches the grade and project specification.
Mechanical properties: verifying strength and ductility
Chemical composition alone doesn’t guarantee performance. Mechanical test data—yield strength, tensile strength, elongation, and impact toughness—show how the material behaves under load. ASME Section II Part D provides allowable stresses for each grade; for example, ASTM A217 WC9 has a minimum tensile strength of 585 MPa and yield strength of 415 MPa at room temperature. Impact testing ensures the material isn’t brittle at low temperatures. A relief valve used on a condensate line may see colder fluids during start-up; if the impact energy is too low, the disc or body may crack when the valve snaps open. These properties must be measured on test coupons from the same heat; they should be recorded in the MTR and cross-checked aga
Standards and certification pathways
In Europe, EN 10213 and EN 10283 cover steel castings for pressure equipment, while EN 12516 details valve design and testing. These complement EN 10204 for inspection documents. In the U.S., the National Board requires relief valves to be certified and stamped with the “NB” mark, and to be assembled by authorized assemblers. Under all regimes, the manufacturer must provide an inspection document (3.1 or 3.2) that includes chemical and mechanical test results. Type 3.2 certification, involving a third-party inspector or customer representative, is often used for high-risk or regulated equipment.
Steps to ensure compliance when purchasing relief valves
- Define the design conditions: Determine pressure, temperature, fluid, and service (steam, condensate, gas) to select the correct material grade and valve type (safety, relief, pilot-operated, etc.).
- Specify material and certificate requirements in the RFQ: State the required material grade (e.g., A217 WC6) and the mandatory certificate type (EN 10204 3.1 or 3.2). For hydrogen or sour services, specify additional testing (HIC, SSC).
- Review manufacturer MTRs and certificates: Upon receiving bids, request and examine MTRs. Check that the heat number on the MTR matches the stamping on valve bodies and bonnets. Compare chemical composition against ASTM/EN grade ranges and mechanical properties against code minima.
- Verify dimensions and wall thickness: Ensure body castings meet ASME B16.34 requirements for pressure-temperature ratings. Wall thickness influences stress and creep life.
- Inspect spring and trim materials: The springs, discs, and seats must also be appropriate materials (e.g., Inconel X-750 springs for high temperature service). Request MTRs for these components as well.
- Conduct third-party or purchaser witness testing: For critical applications, witness hydrostatic and seat leakage tests. Confirm set pressure and blowdown meet API 527 limits.
- Document heat number traceability: Keep a register linking each valve’s heat number to its MTR and installation location. This is vital for future audits or replacements.
- Audit suppliers: Visit foundries or machining shops to ensure they maintain proper heat identification throughout machining, assembly, and testing.
Common pitfalls and red flags
Despite clear procedures, problems still arise. Some suppliers deliver valves with EN 10204 2.2 test reports masquerading as 3.1, or MTRs that list generic chemistry values not specific to the delivered heat. Others use incorrect seat or spring materials that cannot handle temperature extremes. In worst cases, unscrupulous vendors replace original bodies with cheaper castings after factory inspection, or mis-stamp heat numbers to hide mixing of heats. Watch for MTRs with identical values across multiple orders, or mechanical test results copied from literature rather than from actual tests. A sudden increase in valve weight or finish may signal substitution. When in doubt, request chemical and PMI testing at receipt.
Case study
A combined cycle plant in the Midwest purchased a batch of safety relief valves for its high-pressure feedwater system. The specification required ASTM A217 WC6 bodies and EN 10204 3.1 certification. Due to schedule pressure, procurement accepted the vendor’s promise that certificates would follow. Once installed, several valves started weeping during commissioning. Investigation revealed that the bodies were made from a low-alloy steel with insufficient chromium and molybdenum. The vendor had used leftover castings from another project and re-stamped them. The MTRs were generic 2.2 declarations with no heat number. The weeping was due to accelerated corrosion and inadequate mechanical strength. The client had to replace all valves at their own cost and delay plant startup. This could have been prevented by insisting on 3.1 certificates and verifying heat numbers before installation.
Conclusion: turning compliance into reliability
Safety relief valves are not commodity items. They are engineered pressure-retaining devices whose performance depends on the chemical and mechanical integrity of every component. In a combined cycle plant, a single valve failure can shut down a turbine or, worse, cause a safety incident. By demanding EN 10204 3.1/3.2 certificates, cross-checking chemical and mechanical data against codes, and ensuring heat-number traceability, owners and EPCs protect themselves from hidden liabilities. As an independent compliance consultant, I help clients interpret MTRs, audit valve suppliers, and set up systems for verifying certificates and heat numbers. If you’re procuring critical valves or replacing them in an existing plant, reach out. Together, we’ll ensure that the protective devices you rely on are as reliable as the plant you’re building.inst code requirements.fatigue failure.
by Shafiqul Mowla | Oct 1, 2025 | Heat Traceability, blog
Introduction
In the world of heavy industry, every metal component has a hidden identity: its heat number. This stamp on the metal is more than just a random sequence—it is the link between a finished part and the melt from which it was cast. For procurement engineers working on combined-cycle power plants, heat-number traceability is a vital tool to ensure that what you buy meets the chemical and mechanical requirements specified in your contracts. When a pressure part fails, the first question investigators ask is “What was its heat number?” This article will help you understand what heat numbers are, why they matter, and how to manage them in your supply chain.
What Is a Heat Number?
A heat number is a unique identifier assigned to a batch of steel or alloy at the time it is produced in the mill. Each time steel is melted in a furnace, a “heat” of material is poured. When this melt is cast, the material is tested and its chemical and mechanical properties are recorded in a mill test report (MTR). The heat number is stamped onto the surface of ingots, plates, bars, forgings, or castings. Without this stamp, you have no way of knowing exactly which batch of metal you are dealing with. The number ties the physical product back to its test report and the production records at the mill. In high-risk applications like high‑temperature piping or pressure vessels, this stamp is your evidence that the material truly meets the grade.
Why Traceability Matters
Traceability is essential for legal compliance, quality assurance, and long‑term reliability. Specifications from ASME, ASTM, EN, and project-specific codes require that certain components have full traceability from the steel mill to the final installation. If a turbine casing or a header rupture occurs, regulators will ask to see the MTR and heat number trail. Without documentation, you may face costly replacement, penalties, or even criminal liability. Traceability also ensures that you can identify and recall products if a material defect is discovered. In the context of procurement, requiring heat numbers and proper certificates helps you avoid counterfeit or mismatched material and proves to your client that you take compliance seriously.
Heat Numbers vs. Lot Numbers
It is important to distinguish between a heat number and a lot number. A heat number identifies the specific melt from which the metal was produced. A lot number, on the other hand, is assigned by the manufacturer or stockist and may represent a smaller group of parts that were processed together. Lot numbers often mix material from different heats, especially if a stockist cuts plates or bars from multiple melts. If you receive parts with only a lot number stamped on them, you need to ask the supplier to show the heat numbers associated with each part within the lot. Otherwise, you cannot link the finished product back to its material certification.
Procurement Practices for Heat Number Traceability
As a procurement engineer, you need to ensure that your purchasing documents require heat-number traceability. Here are a few steps you can incorporate into your RFQs and purchase orders:
- Specify that all pressure and safety-critical items must be supplied with EN 10204 3.1 or 3.2 certificates. These certificates include specific test results for the actual batch and guarantee that independent inspectors have verified the data.
- Demand that each component be clearly stamped with its heat number. This stamp must be legible and preferably located near the identification plate or a permanent part of the component.
- Require that the supplier provide a list matching each component’s serial number or tag to its heat number and to the MTR. This prevents confusion if components are separated during shipping.
- Audit the supplier’s traceability system. When possible, inspect the warehouse or fabrication shop to ensure that they keep heat numbers intact and do not mix up parts from different heats.
- Include penalties for missing stamps or mismatched documentation. If a component arrives without a heat number or with an incorrect certificate, insist on replacement at the supplier’s expense.
Tools and Technologies for Managing Heat Numbers
In large projects, handling hundreds of heat numbers manually can be difficult. Modern tracking systems help you manage this data accurately:
- Barcode and QR Code Labels. Some suppliers now include a barcode or QR code along with the heat number. Scanning the code reveals the material grade, heat number, and MTR reference. This reduces human error and speeds up incoming inspection.
- Digital MTR Databases. Instead of storing paper copies, create a digital database of MTRs organized by heat number and component tag. This allows quick retrieval during audits.
- Enterprise Resource Planning (ERP) Integration. Many procurement departments integrate material traceability into their ERP systems. This connects purchase orders, goods receipts, and MTRs in one platform so you can see at a glance whether a heat number is approved and where the material has been installed.
- Blockchain Solutions. Emerging solutions use blockchain to create an immutable record of each heat and its journey through the supply chain. While still new, this technology promises to eliminate counterfeit certificates by making traceability records tamper-proof.
Maintaining Traceability Through Fabrication
Even if the mill provides proper certificates, traceability can be lost during fabrication. Welding, cutting, and assembly processes often remove the original stamps. To prevent this, instruct your fabricators to:
- Transfer heat numbers to new tags or maintain a traveler card that stays with the part throughout fabrication.
- Stamp or mark cut pieces and subassemblies before the original mark is destroyed.
- Keep a log of which pieces come from which heats and ensure welders trace filler materials as well.
- Provide updated certificates or weld maps that show how different heats were joined. Without this, the final assembly cannot be fully traced back to its original material properties.
Common Pitfalls and How to Avoid Them
Many traceability failures occur at the interfaces between different parties. Stockists may mix plates from different heats and deliver them under a single certificate. Fabricators may weld pieces from different heats together and only stamp the assembly once. Here are ways to mitigate these issues:
- Perform random checks during production. Compare heat numbers on parts with the documentation.
- Do not accept photocopies of MTRs without original signatures or digital certificates.
- Train your receiving inspectors to check heat numbers at incoming inspection rather than waiting until installation.
- Use a third-party inspector to witness stamping and review traceability logs at the supplier’s facility.
- If there is any doubt about a component’s heat number, reject it and request a replacement. Salvaging parts without proper identification often costs more in the long run.
Case Study: A Valve Mix-Up
Consider a combined-cycle plant that purchased a batch of safety relief valves. The purchase order required 3.1 certificates and heat number stamps. During installation, inspectors noted that two valves lacked heat numbers. The supplier insisted that the valves came from the correct batch and provided an MTR copy. However, further investigation revealed that the supplier had mixed inventory from two different heats. The MTR provided corresponded to one heat, but the undocumented valves were from another heat with slightly lower tensile strength. Because the heat numbers were missing, there was no way to prove which valves were which. The buyer rejected the entire batch, leading to delays and additional costs. If the supplier had properly stamped each valve and maintained a heat-to-serial-number log, the issue could have been resolved quickly. This case illustrates why stamping and documentation are essential for critical equipment.
Conclusion: Turning Traceability into Trust
Heat-number traceability may seem like a tedious administrative task, but it forms the backbone of quality assurance in high-risk industries. By ensuring that every component can be linked back to its material batch, procurement engineers protect their projects from hidden material defects and counterfeit products. Combined-cycle power plants operate at the edge of metals’ capabilities—keeping track of the “DNA” of each component ensures that you’re building on a solid foundation. If you need help setting up or auditing a traceability system, don’t hesitate to reach out. As an independent consultant, I specialise in bridging the gap between design requirements and supplier documentation. Together we can build a supply chain that is transparent, compliant, and trustworthy.
