Counterfeit mill test reports (MTRs) and forged heat numbers are serious risks for combined cycle power plants and substations. In an industry where piping and pressure equipment operate at high pressure and temperature, even a small deviation in material quality can lead to catastrophic failure. Unfortunately, unscrupulous suppliers sometimes provide documentation that looks legitimate but does not correspond to the actual materials delivered. This post explains how these counterfeit documents arise, what an authentic MTR should contain, how to recognise red flags, and what steps procurement and quality professionals can take to verify documentation.
Why Counterfeit Certificates Exist
Counterfeiting of mill test reports thrives where there is a lack of oversight and a strong incentive to cut costs. Small workshops or traders may mix heat numbers, mislabel material grades or fabricate documentation to move stock quickly. Some may not fully understand the importance of traceability and think that any certificate will satisfy the buyer. Others knowingly falsify documents to hide the fact that they are supplying a lower grade material than specified. In global supply chains, language barriers, different standards and varied levels of regulatory enforcement further contribute to the problem. When equipment is shipped halfway across the world, verifying authenticity becomes more challenging.
What a Genuine MTR Contains
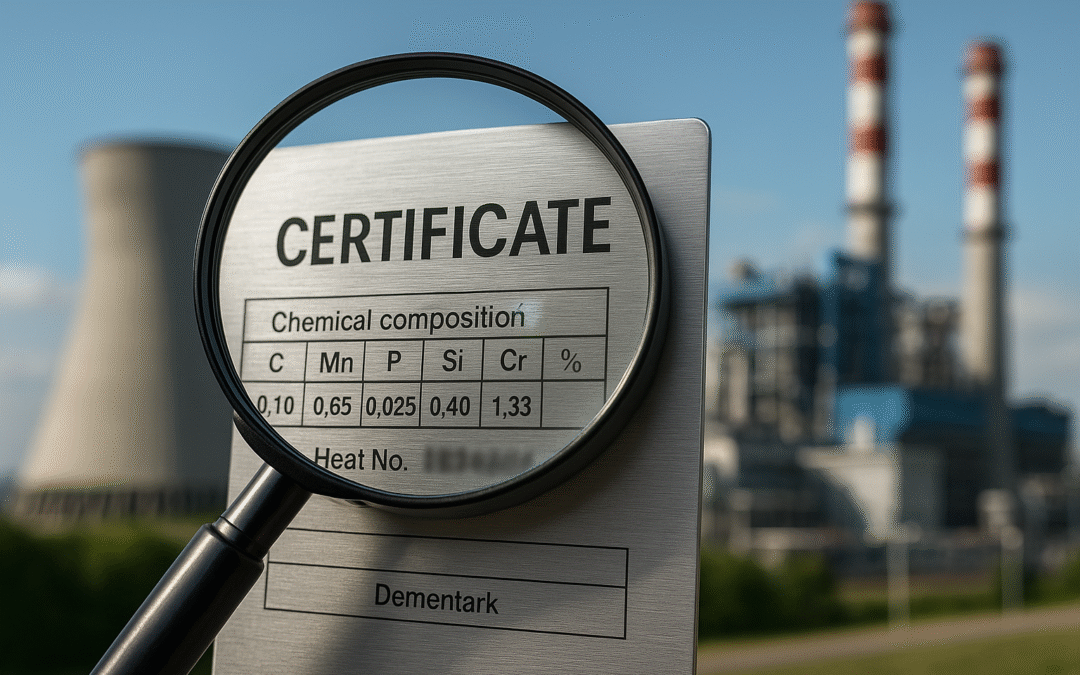
A genuine mill test report is more than a piece of paper. It is a formal document that records the chemical composition and mechanical properties of a batch of steel or alloy. The report should clearly state:
The specification and grade (such as ASME SA-335 P91 or EN 10216-2).
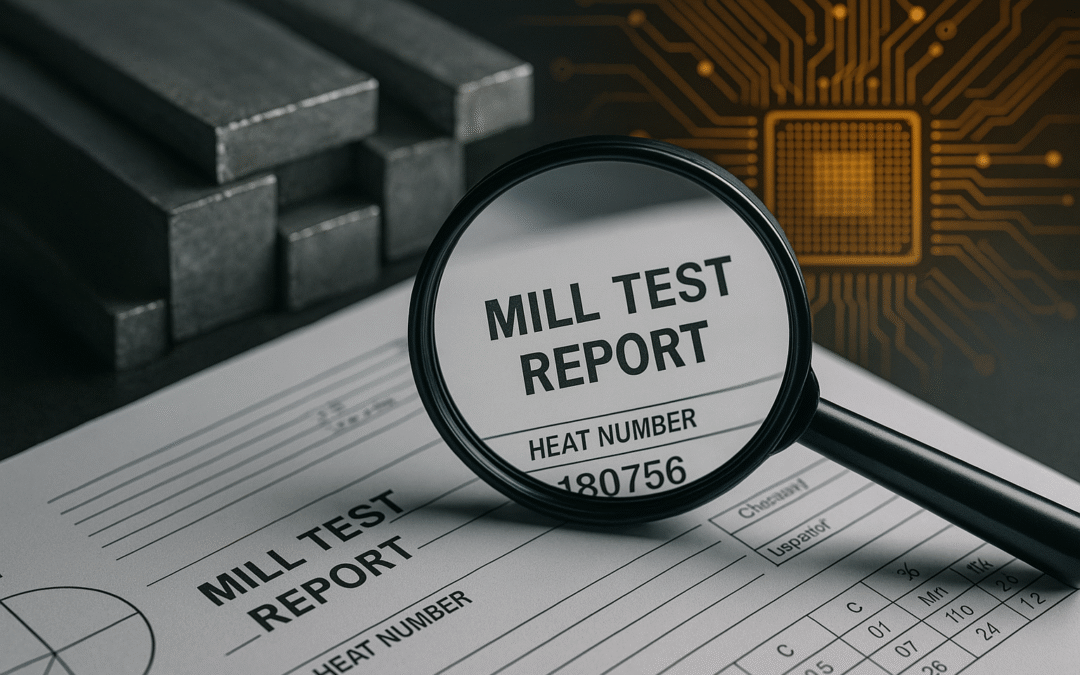
The heat number, which identifies the specific melt or batch of material from which the product was made.
The chemical composition, with the measured percentages of elements like carbon, chromium, nickel, molybdenum and vanadium.
Mechanical properties such as tensile strength, yield strength and impact values tested at specified temperatures.
The type of inspection certificate, for example EN 10204 3.1 or 3.2, and the relevant norms used for testing.
Signatures or stamps from the manufacturer’s quality assurance department or an independent inspector.
This data should align with the requirements of the purchase order and applicable codes. Values should fall within permissible ranges, and any supplementary requirements specified by the client should be referenced.
Red Flags for Fake Documents
There are several common signs that a mill test report or heat number may be fake or manipulated. Identical chemical and mechanical values repeated across different orders or heats are a major warning sign; in reality, there will always be slight variation. Heat numbers on the paperwork that do not match the marking on the actual component indicate a break in traceability. Look out for inconsistent fonts or file names that suggest the document has been copied and edited. If the certificate claims to be an EN 10204 3.1 or 3.2 document but lacks any reference to the testing standard or has no inspector’s signature, it is likely not valid. Another red flag is when there is no test temperature noted for impact results or when high-temperature creep properties are missing even though these were required.
Verifying Heat Numbers
Heat numbers are a key part of the traceability chain. These numbers are usually stamped or engraved directly on the material or product. When you receive a shipment, check that the heat number on the physical item matches the number on the MTR. If there are multiple pieces with different heat numbers, each one should have its own certificate. Beware of situations where a fabricator has cut and welded materials from different heats but only provides a single MTR; each heat needs its own documentation. In cases where stamping may have been removed during machining, the supplier should provide a method of transferring the heat number, such as a traveller or log sheet. If in doubt, request confirmation from the original mill or arrange for a third-party witness test.
Steps to Verify Certificates
Procurement and quality teams can take practical steps to minimise the risk of receiving counterfeit documentation. First, always request EN 10204 3.1 or 3.2 certificates for pressure parts and safety-critical items. Second, cross-check the chemical composition and mechanical properties against the relevant specification; if the values fall outside the permitted range, reject the material. Third, verify that the heat number on the item matches the number on the certificate and that the certificate lists the correct product form and dimensions. Fourth, look for the testing standards cited on the report (such as ASTM A370 for mechanical tests). If the supplier has not indicated the standard or has referenced outdated standards, ask for clarification. Finally, when large quantities of material are involved, consider random sampling and testing by an independent laboratory to confirm the chemical composition. This may seem burdensome, but it is far less costly than dealing with a failure later.
Case Study: The Cost of Not Verifying
A combined cycle plant in South Asia once purchased a batch of high-pressure boiler tubes that came with what appeared to be EN 10204 3.1 certificates. The plant’s quality control department relied on the paperwork and did not perform any further checks. Within months of commissioning, several tubes ruptured, causing an unplanned shutdown. Investigation revealed that the tubes were actually made from a lower grade material and had inadequate creep strength. The MTRs had been copied from genuine certificates but the heat numbers had been altered. Had the plant required third-party verification or performed random chemical analysis, the issue would have been caught before installation.
Conclusion
In a market flooded with suppliers of varying reliability, you must treat mill test reports and heat numbers with the same scrutiny you would give to a safety inspection. Counterfeit documentation is not always easy to spot, but simple checks—matching heat numbers, verifying chemistry and mechanical data, insisting on proper certificate types and looking out for inconsistencies—can protect your project. As an independent compliance consultant, I specialise in helping owners and engineers implement these checks. If you want peace of mind that your materials are what they claim to be, reach out for a review of your next purchase order or a training session for your team. Authentic materials are not just a requirement; they are the difference between smooth operations and costly failures.
Ensuring that every pressure part and safety component in a power plant has the right certification isn’t just a bureaucratic exercise—it’s a matter of safety, reliability and compliance. EN 10204 is the European standard that governs inspection documents for metallic materials. Understanding the different certificate types, and knowing how to verify them, helps procurement and quality teams avoid counterfeits and meet contractual and regulatory obligations.
What does EN 10204 cover?
EN 10204 classifies inspection documents into four levels. A Type 2.1 declaration is simply a statement of compliance without test results. A Type 2.2 test report includes non-specific test data based on samples from the same grade but not the same batch. A Type 3.1 inspection certificate includes specific tests on the actual batch delivered and is signed by the manufacturer’s QA representative, independent from production. A Type 3.2 inspection certificate goes further by adding verification by either a third-party inspector or the purchaser’s nominated representative.
For critical pressure parts, valves, flanges and piping in combined-cycle plants and substations, 3.1 should be the minimum requirement. For items covered by regulatory requirements or owner‑engineer specifications, a 3.2 certificate may be mandated. Anything less offers no specific test data and therefore no reliable traceability.
Steps for verifying EN 10204 certificates
Confirm the certificate type. Look for the clearly printed designation (e.g., “Inspection certificate 3.1 to EN 10204”) on the document. If the certificate claims to be EN 10204 but does not specify a type, or if it only provides a generic statement of compliance, it does not meet the requirements.
Match the heat numbers. The heat number stamped on the material should match the heat number listed on the certificate. Each component should trace back to its furnace batch. If the certificate lists multiple heats but the parts are stamped with only one number, ask the supplier for clarification and additional documentation.
Check the chemical composition. Compare the chemistry values on the certificate against the specification or code requirements (ASME, ASTM, EN or customer spec). Watch for elements outside their permitted ranges. In high-temperature service, even small deviations in chromium, molybdenum or carbon can significantly reduce creep strength.
Review mechanical properties. Ensure that tensile strength, yield strength and impact values are reported. For components operating at low temperatures, verify that impact tests have been carried out at the correct temperature and that the results meet the minimum energy criteria.
Verify the test standards and sampling. A 3.1 or 3.2 certificate should reference specific test standards (e.g., EN ISO 6892–1 for tensile tests, EN ISO 148–1 for impact tests) and indicate the sampling location and orientation. Generic descriptions such as “tests performed according to applicable standards” are insufficient.
Look for independent signatures. A legitimate 3.1 certificate is signed by the manufacturer’s authorized QA representative, separate from the production team. A 3.2 certificate includes a second signature from an independent inspector or purchaser’s representative. Unsigned or generic certificates are not valid.
Red flags that indicate potential forgeries
Even experienced buyers can be fooled by well‑produced fake certificates. Watch for these warning signs:
Identical data across multiple certificates. If chemistry and mechanical values are exactly the same for different heats or products, it may indicate copy‑paste rather than actual test results.
Inconsistent formatting or fonts. A certificate that looks patched together from different sources may have been altered.
Heat numbers that do not match physical markings. Always cross‑check the number stamped on the component against the certificate.
Certificate types that change between pages. A document that says “Test report 2.2” on one page and “Inspection certificate 3.1” on another is suspect.
If you see any of these anomalies, request clarification and, if necessary, new documentation or replacement parts. Do not accept verbal assurances; the entire purpose of EN 10204 is to provide written, traceable evidence.
Why verification matters for power plants
In high‑energy applications, failure of a pressure boundary or safety valve can lead to catastrophic damage and long outages. Using materials without verified certificates increases the risk of premature failure, invalidates warranties and can lead to non‑compliance with regulatory bodies. In the worst case, it exposes owners and contractors to legal liability.
By adopting a disciplined process for verifying EN 10204 certificates—checking the certificate type, matching heat numbers, confirming test results and watching for red flags—you reduce these risks and build a culture of quality. If your team lacks the time or expertise to perform these checks, consider engaging an independent compliance consultant who specializes in material certification.
Call to action
If you need assistance reviewing supplier documentation or drafting RFQ language that demands proper certification, I can help. Together we can ensure that every component in your plant has a transparent trail from the furnace to your facility, safeguarding performance and compliance.
When a relief-valve body cracks or a high-pressure header fails, nobody blames the logo on the nameplate. Investigators ask a harsher question: “What was this metal really made of, and can we prove it?” This question lives at the level of chemical composition, heat number and EN 10204 certification—what I call the DNA of compliance.
As a solo compliance consultant serving U.S. combined-cycle power plants and substations, I treat every component like a forensic case. Brand reputation and catalog data are not enough. If the mill test report (MTR) and heat-number trail are weak, the risk is already inside your plant. This article explains how to read the DNA of metal compliance, why EN 10204 certificates matter so much and where to look for hidden risks in twenty real items used in combined-cycle power plants.
What the DNA of metal compliance means
In metallurgy, the true identity of a material is defined by four pillars:
Chemical composition—exact percentages of carbon, chromium, nickel, molybdenum and other alloying elements.
Mechanical properties—yield strength, tensile strength and impact values.
Heat number—a unique identifier linking the piece to a specific melt at the steel mill.
Inspection document—an EN 10204 inspection certificate and an MTR that verifies test results.
Together these elements form the material’s DNA. Without them, your plant has no verifiable record of what a component actually is.
Heat numbers: the passport of your metal
A heat number is stamped on the plate, forging or bar and acts like a passport; it links the product back to a specific furnace batch in the mill. Through this number you can pull complete chemical and mechanical data, production date and furnace information. If the heat number on a component and the heat number on the MTR don’t match, your traceability is broken.
EN 10204 certificate types
EN 10204 defines four types of inspection documents for metallic products. A 2.1 declaration only states that the material complies with the order. A 2.2 test report contains non-specific test data. A 3.1 inspection certificate includes specific tests on the supplied batch and is signed by a QA representative independent of production. A 3.2 certificate includes all the 3.1 requirements plus verification by a third-party inspector or the purchaser’s representative. For critical pressure parts, 3.1 should be your baseline; for high-risk or regulated equipment, 3.2 is advisable.
Mill test reports
A mill test report (MTR)—also called a mill test certificate (MTC)—is the document that accompanies a heat number. It records the material’s grade, chemical composition, mechanical properties, heat number, production date and compliance with standards such as ASME, ASTM and EN. Treat an MTR like court evidence; if it is missing, incomplete or falsified, you have no proof that the material meets your specification.
Why this matters in combined-cycle plants
Modern combined-cycle gas-turbine plants and high-energy substations subject metal components to extreme conditions: high pressure, high temperature, cyclic loading and corrosive or erosive media. A single mismatch—for example, low chromium content in a high-temperature header—can shorten life, accelerate creep or cause premature cracking. When regulators, insurers or OEM warranty teams investigate a failure, they don’t care about the vendor’s brand; they ask whether the heat number, MTR and EN certificate prove the material is correct.
Most U.S. owners and EPC contractors trust reputed OEMs and expect compliance by default. In reality, counterfeit or mis-labelled parts can slip into the supply chain at stockists, fabricators or package suppliers. Only through rigorous document review and random spot checks can you ensure that the heat number on the delivered item matches the MTR and that the MTR corresponds to the 3.1 or 3.2 certificate.
Twenty high-risk items in a CCPP
Below are twenty real components in a combined-cycle power plant and its electrical balance of plant where chemical composition and traceable certification directly impact safety and life. For each item, using an EN 10204 3.1/3.2 certificate and verifying the heat-number chain is critical:
Main high-pressure steam piping from the heat-recovery steam generator (HRSG) to the steam turbine.
High-pressure and intermediate-pressure HRSG headers.
Superheater and reheater tubes in the HRSG.
Steam-turbine rotor forgings.
Steam-turbine inner and outer casings.
Main steam stop and control valves (bodies, bonnets, discs).
Safety and pressure-relief valve bodies for the HRSG drums and boiler circuits.
High-pressure feed-water piping (economizer to drum, boiler feed lines).
Boiler or HRSG drums and nozzles.
Main condenser shell nozzles and plates.
Gas-turbine exhaust diffuser and transition ducts.
Critical flanges (ASME B16.5/B16.47) in steam and feed-water routes.
Weld-neck flanges for high-pressure circuits.
Hanger rods and support shoes for high-temperature piping.
Anchor bolts and baseplates for turbine, generator and HRSG supports.
High-pressure bypass valve bodies and attemperator bodies.
High-pressure/low-pressure heater shells and tube sheets.
Substation busbar support steel and connection hardware.
Live current-carrying parts in high-voltage disconnect switches.
Pressure-retaining manifold blocks in lubrication and hydraulic systems.
For each of these, a shallow 2.2 test report is not enough. If you rely on generic declarations rather than 3.1/3.2 certificates and heat-number traceability, you are accepting a silent risk in your plant.
Why materials fail compliance audits
From my experience reviewing MTRs and EN certificates, most non-conformance issues fall into a few categories. The table below summarizes common root causes of material non-compliance observed in power and heavy-industry QA reviews:
Root cause
Share (%)
Wrong or incomplete EN 10204 type
25
Heat number mismatch or lost traceability
20
Chemistry outside specified limits
18
Mechanical properties below required values
15
Missing or incorrect test standards on MTR
10
Welds not covered by relevant MTRs
7
Administrative/document handling errors
5
These figures illustrate why I emphasise “DNA of compliance”: most failures are invisible at the catalog level but obvious when you read the certificate and test data carefully.
Example flow of forged documentation
Counterfeit certificates can enter the supply chain through multiple steps:
A mill produces genuine 3.1-certified material and sends a valid MTR.
A stockist copies the document and mixes different heats or re-stamps bars, breaking traceability.
A fabricator cuts or welds components but fails to maintain markings, creating untraceable pieces.
A package supplier bundles parts under a reputable brand, relying on the buyer’s trust.
Without independent checks, the buyer receives a finished component with no verifiable link between the stamped heat number and the original MTR.
How an independent consultant protects owners and EPCs
As a compliance consultant, I see my role as reading the documents nobody else has time to read. I work at three stages:
Before the purchase order – translating line lists and P&IDs into material requirements, specifying which components need EN 10204 3.1/3.2 certification and heat-number traceability, and writing clear compliance clauses in RFQs and POs.
During vendor evaluation – verifying that heat numbers on samples match the MTRs, checking chemical and mechanical data against ASME and EN requirements, and flagging suspicious copy-and-paste certificates.
At incoming inspection – preparing simple checklists so that site teams can confirm heat numbers and certificate types quickly. If documentation is missing or inconsistent, I raise it before installation.
Turning your RFQ into a compliance filter
Rather than trusting brand names, add specific demands to your RFQ:
Require EN 10204 3.1/3.2 certificates for high-energy components.
Mandate heat-number traceability from the mill to the final part.
State that MTRs must list chemistry, mechanical properties and test standards; generic declarations are unacceptable.
Reserve the right to witness mill tests or appoint a third-party inspector for critical items.
By setting these rules at the bidding stage, you ensure that suppliers price in quality and transparency rather than cutting corners.
Conclusion and call to action
Combined-cycle plants depend on silent assumptions about the material integrity of their piping, valves, casings and supports. If the EN 10204 certificate is incomplete, the heat number is mismatched or the chemistry is off-spec, your plant may still operate for now, but you are building in future failure.
If you run or build combined-cycle power plants or substations in the U.S., don’t rely on brand names alone. Insist on the DNA of compliance: EN 10204 3.1/3.2 certificates, MTRs with full chemistry and mechanical properties, and heat-number traceability. If you don’t have time to read these documents yourself, that’s where I come in.
Send me your next RFQ package or a batch of MTRs. I’ll show you—line by line—where your metal DNA is strong and where hidden risks are quietly sitting in your documentation. Together we can protect your plant from hidden failures and audits.