How U.S. Power Plant Buyers Avoid Supply Chain Rejection in 2026
If you buy parts for a U.S. combined cycle power plant or a substation project, particularly in light of the Industrial Supply Chain Regulations 2026, you already know one painful truth. Most delays are not because the item is rare.
Most delays happen because the evidence pack is weak.
Understanding the impact of Industrial Supply Chain Regulations 2026 is crucial for efficient operations.
The adherence to the Industrial Supply Chain Regulations 2026 is essential for procurement integrity.
With the Industrial Supply Chain Regulations 2026 in effect, compliance has never been more critical.
Failure to comply with the Industrial Supply Chain Regulations 2026 can lead to significant setbacks.

In 2026, the procurement reality is stricter due to the Industrial Supply Chain Regulations 2026. Buyers are under pressure from internal QA, client auditors, insurers, and federal style expectations even when the buyer is private. One missing test report, one wrong certificate format, one unclear country of origin, and your “good price” becomes a rejected shipment.
This article is written for U.S. procurement managers, plant managers, and EPC package owners who buy mechanical and electrical MRO items for CCPP and substations. The goal is simple. Reduce rejection risk before PO, not after cargo is shipped, especially considering the Industrial Supply Chain Regulations 2026.
Navigating the Industrial Supply Chain Regulations 2026 requires expertise and diligence.
You will get a clean 10 point checklist, plus a practical document pack structure you can copy into your RFQ process.
Key changes under the Industrial Supply Chain Regulations 2026 will shape future procurement strategies.
Table of Contents
Understanding the Importance of Industrial Supply Chain Regulations 2026
- What changed in 2026 procurement reality for power projects
- The 10 silent rejection triggers buyers keep repeating
- A simple pre award document pack that stops surprises
- Item list, 20 common CCPP and substation MRO items with evidence needs
- How to validate OEM and stop cross border fraud
- Certificates, what is valid, what is useless, what is dangerous
- Traceability, the real meaning, not the marketing word
- Packing, labeling, and logistics mistakes that create compliance failure
- How to write an RFQ that forces vendors to be honest
- A one page acceptance decision method you can forward internally
FAQ - What changed in 2026 procurement reality for power projects
Many teams still buy using an old mindset. Find vendor, get quote, place PO, collect documents later.
That method worked when schedules were loose and audits were soft. Now the risk is different.
Today rejection risk is driven by five forces.
First, supply chain risk controls are tighter. Buyers want to avoid restricted origin, hidden subcontracting, and unknown factories. Even when not federal, these rules appear through client contract flow down.
The impact of the Industrial Supply Chain Regulations 2026 cannot be overlooked.
The implications of the Industrial Supply Chain Regulations 2026 will affect all stages of procurement.
Second, paperwork must match the exact project requirement. Not “similar”, not “equivalent”. The document must match the specific standard, revision, and scope.
Third, counterfeit risk is more professional. Fraud is not only fake items. It is also real items with fake papers, or genuine papers reused from another batch.
Fourth, traceability expectations are rising. It is not enough to show a certificate. The certificate must connect to the item serial, heat number, lot number, and the invoice line.
Fifth, internal procurement teams are under speed pressure. When speed increases, mistakes increase. That is why you need a fixed system.
Vendors must adapt to the Industrial Supply Chain Regulations 2026 for successful collaboration.
If you want fewer rejections, you need a pre award evidence method. It is cheaper, faster, and safer than chasing documents after PO.
- The 10 silent rejection triggers buyers keep repeating
The evolving nature of the Industrial Supply Chain Regulations 2026 demands adaptability.
Below are the most common rejection triggers I see in power plant and substation procurement. These are “silent” because they look small, but they kill approvals.
2.1 Wrong certificate type
A vendor sends “CE certificate” but it is only a self declaration, or it is for a different model. Or it is a marketing brochure.
2.2 Test report not linked to serial or lot
A routine test report looks professional, but it has no serial list, no lot reference, no trace to your shipment.
Staying informed about the Industrial Supply Chain Regulations 2026 can provide a competitive edge.
2.3 Country of origin confusion
Invoice says one country, packing list implies another, manufacturer address shows a third. This becomes a hold.
2.4 Manufacturer name mismatch
RFQ says “Brand X”. Vendor quotes “Brand X equivalent”. Buyer assumes it is the same. After PO, vendor ships a different manufacturer.
2.5 Part number control missing
Many rejections happen because one digit changed. A vendor shows a similar part number but not the exact spec variant.
2.6 EN 10204 misuse
A vendor sends 3.1 for an item that needs 3.2 under project rules, or sends a generic 3.1 without heat number.
2.7 Hazardous area evidence missing
ATEX, IECEx, UL Class Division, sometimes required for adjacent systems, not only for obvious instruments. Teams miss this often.
The Industrial Supply Chain Regulations 2026 mandate stricter documentation and compliance checks.
2.8 Calibration and certification gap
Gauges, transmitters, analyzers, torque tools. Vendor sends “calibration certificate” that is not traceable, or not from an accredited lab, or has no serial.
2.9 Subcontracting hidden
Vendor claims “OEM direct”, but actually buys from an unknown broker. The proof pack collapses when audited.
2.10 Packing and labeling failure
No serial marking, no case ID mapping, mixed lots in one box. Even if items are correct, the receiving team cannot verify, so they reject.
If you fix these 10, you cut rejection risk heavily. Not by motivation, by evidence.
Knowledge of the Industrial Supply Chain Regulations 2026 can differentiate successful vendors.
- A simple pre award document pack that stops surprises
Here is a clean pack structure you can demand before award. This is the method most teams skip, and then they pay the price later.
Pre Award Pack, minimum
A. Supplier identity and authorization
• Company registration proof
• Physical address proof
• Authorized distributor letter (if not OEM direct)
• Website and domain match evidence
• Bank account name match with company name
Understanding the nuances of the Industrial Supply Chain Regulations 2026 is essential for procurement teams.
B. Item identity and configuration
• Exact part number and revision
• Data sheet with key parameters highlighted
• Drawing or dimensional sheet when needed
• Nameplate sample photo for the same model family
C. Compliance and standards evidence
• Standard statement, example: UL, CE, ATEX, IECEx, ISO, API, ASME, NEMA
• Certificate copy with scope and model list
• Declaration of conformity if applicable
• Any project specific compliance statement
D. Traceability and quality evidence
• Sample routine test report format
• Sample serial or lot list format
• Material certificate format if metal critical
• ITP outline or inspection points (simple list is enough)
The Industrial Supply Chain Regulations 2026 are pivotal in shaping future supplier relationships.
E. Shipping and packaging evidence
• Packing method description
• Labeling method for serial, lot, case ID
• Country of origin statement format
• HS code suggestion (buyer must confirm final)
Stakeholders must align with the Industrial Supply Chain Regulations 2026 to ensure compliance at all levels.
Many vendors will say “we provide after PO”. That is a trap. After PO, leverage drops. If they cannot show sample formats before award, you should treat it as risk.
This pack does not slow you. It speeds you up because it prevents later chaos.
The Industrial Supply Chain Regulations 2026 require transparency throughout the supply chain.
- Item list, 20 common CCPP and substation MRO items with evidence needs
Below are 20 common items used in dual fuel CCPP and substation support scope. These are not turbines, not big packages. These are the items where paperwork mistakes happen most.
For each item, focus on the evidence type, not only the price.
4.1 Bearings
Key risks: counterfeit, wrong part number, mixed origin
Evidence: authorized distributor proof, OEM traceability, batch or lot mapping

4.2 Mechanical seals
Key risks: wrong materials, wrong seal face, wrong elastomer
Evidence: configuration sheet, material statement, part number mapping
4.3 Industrial hoses and fittings, hydraulic
Key risks: pressure rating mismatch, incompatible fluid, wrong thread standard
Evidence: pressure test standard statement, datasheet, lot trace method
4.4 Valves, ball, gate, globe
Key risks: body material mismatch, pressure class mismatch, trim mismatch
Evidence: MTR format if required, pressure rating proof, nameplate sample
4.5 Control valves and actuators small sizes
Key risks: wrong fail position, wrong air supply, wrong positioner spec
Evidence: datasheet with highlighted values, calibration evidence, model list
4.6 Pressure gauges
Key risks: calibration not traceable, wrong range, wrong accuracy class
Evidence: calibration certificate with serial, lab trace info, model sheet
Awareness of the Industrial Supply Chain Regulations 2026 is crucial for all stakeholders.
Ensuring compliance with the Industrial Supply Chain Regulations 2026 requires diligence.
4.7 Pressure transmitters
Key risks: hazardous area rating missing, wrong protocol, wrong range
Evidence: certificate scope, calibration with serial, datasheet
4.8 Temperature sensors, RTD, thermocouple
Key risks: wrong sheath material, wrong length, wrong class
Evidence: spec sheet, material statement, test format
With changes from the Industrial Supply Chain Regulations 2026, clarity in documentation is paramount.
4.9 Flow meters small and medium
Key risks: wrong accuracy, wrong wetted materials, wrong approvals
Evidence: certificate scope, calibration statement, datasheet
Integrating the Industrial Supply Chain Regulations 2026 into your strategy is imperative for success.
4.10 Gas detector sensors
Key risks: wrong gas type, wrong certification, expired sensor
Evidence: ATEX or UL scope evidence, shelf life statement, test format
4.11 Electrical cable glands and junction boxes
Key risks: hazardous area mismatch, wrong ingress rating, non compliant alloy
Evidence: ATEX or IECEx scope, IP rating proof, model list
4.12 Circuit breakers and protection accessories
Key risks: counterfeit, wrong interrupt rating, wrong series
Evidence: manufacturer authorization, datasheet, batch trace
4.13 Relays and contactors
Key risks: wrong coil voltage, wrong approvals, mixed stock
Evidence: datasheet, origin statement, lot trace
4.14 Industrial power supplies for control panels
Key risks: wrong approvals, wrong EMC compliance, overheating
Evidence: UL listing scope, datasheet, test format
4.15 Pumps small auxiliary pumps
Key risks: efficiency requirements, wrong materials, seal failures
Evidence: pump curve, motor data, compliance statement, serial list format
4.16 Filters and strainers
Key risks: wrong micron rating, wrong materials, no trace
Evidence: spec sheet, lot mapping, origin statement
4.17 Gaskets and packing
Key risks: wrong compound, wrong temperature limit, asbestos risk
Evidence: material statement, compliance statement, batch trace
4.18 Industrial lubricants and chemicals
Key risks: restricted shipping, wrong SDS, mismatch with equipment
Evidence: SDS, COA format, shipping classification
4.19 Torque tools, hydraulic torque wrench accessories
Key risks: calibration missing, wrong drive size, unsafe use
Evidence: calibration certificate with serial, instruction manual, origin
The Industrial Supply Chain Regulations 2026 are reshaping the landscape for procurement professionals.
4.20 Thermal imaging camera accessories and batteries
Key risks: warranty issues, origin restrictions, wrong model
Evidence: manufacturer authorization, serial list, warranty statement
Proactive measures regarding the Industrial Supply Chain Regulations 2026 can mitigate risks.
If you want a strong system, you do not treat these as “small items”. In the USA, paperwork is part of the product.
Fostering a culture of compliance with the Industrial Supply Chain Regulations 2026 is critical.
- How to validate OEM and stop cross border fraud
Most buyers think OEM verification means one email.
In reality, OEM verification is a chain.
Here is a practical approach that works.
With the Industrial Supply Chain Regulations 2026, compliance is not just a suggestion.
Understanding implications of the Industrial Supply Chain Regulations 2026 is vital for market success.
Step 1, identity match
Verify that supplier legal name, address, and bank account name are consistent. Fraud often shows mismatch.
Step 2, authorization proof
If supplier is not OEM direct, demand an authorized distributor letter. If they cannot provide, treat as broker risk.
Step 3, item mapping
Ask for a line by line mapping table:
• your RFQ line item
• quoted manufacturer
• exact part number
• country of manufacture
• lead time basis
This table must be signed and stamped.
Step 4, serial or lot control promise
Even before shipment, vendor must confirm how serials or lots will be listed. If vendor says “we do not track serials”, you already know the receiving team will struggle.
Step 5, evidence index
Demand an evidence index list that names every document file that will be delivered. Example:
• Certificate file name
• Test report file name
• Packing list file name
• COO statement file name
This becomes your audit map.
This is not “extra work”. This is preventing disaster.
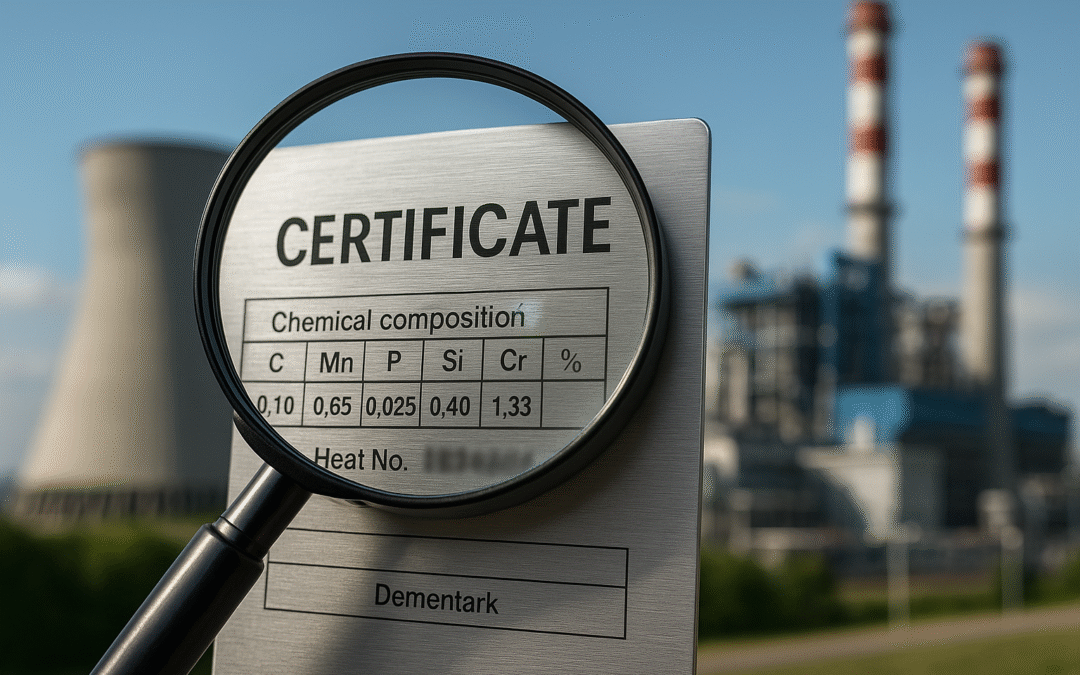
- Certificates, what is valid, what is useless, what is dangerous
In power procurement, certificates are the biggest lie zone. Not because all vendors are bad, but because many do not understand what buyers need.
Here is a clear way to think.
Valid certificates usually have
• issuing body name
• scope and product family
• model list or reference
• date and validity rules
• traceable identifier
Useless documents often look nice but contain
• no scope
• no model list
• marketing language only
• “certificate of quality” with no standard reference
Dangerous documents are worse than useless. They can create legal exposure. Examples
• copied certificate with altered dates
• certificate issued to a different company
• test report for a different batch reused
Your safe approach is simple. Do not accept a certificate alone. Always connect it to
• item model
• item serial or lot
• supplier authorization chain
• project standard requirement
When a team says “vendor will provide later”, that is a red flag. Evidence is not optional. It is part of the deliverable.
- Traceability, the real meaning, not the marketing word
Many vendors say “full traceability”.
But traceability has levels.
Failure to adhere to the Industrial Supply Chain Regulations 2026 can result in serious consequences.
Level 1, paperwork trace only
Invoice and packing list exist. No serial or lot link. This is weak.
Level 2, lot trace
Vendor provides lot number list, and each box label shows lot. Good for many consumables.
Level 3, serial trace
Each unit has a serial, and the serial list maps to test report. Strong for instruments, torque tools, electronics.
Level 4, material heat trace
For critical metal items, heat number links to MTR and to part marking. This is high control.
For most CCPP and substation MRO, you want at least Level 2, and for instruments you want Level 3.
The Industrial Supply Chain Regulations 2026 will be a focal point in future audits.
A simple traceability matrix table can stop many rejections. Example columns
• RFQ line
• PO line
• part number
• serial or lot
• packing case ID
• test report ID
• certificate ID
• receiving inspection result
If your vendor cannot support this table, your risk is high, even if price is low.
- Packing, labeling, and logistics mistakes that create compliance failure
Many teams focus on documents, but forget packaging.
Receiving teams need fast verification. If packaging is messy, they cannot verify and approvals stop.
Common failures
• mixed models in one box without separation
• no case ID marking
• serial labels missing or rubbed off
• packing list not showing case level contents
• COO statement not matching carton markings
Effective strategies must incorporate the Industrial Supply Chain Regulations 2026 for optimal results.
A simple fix is to require these rules
• each case has a unique case ID
• packing list includes case ID and contents
• serial or lot list references case ID
• photos of packed cases before dispatch
This is not for beauty. It reduces receiving time and avoids dispute.
- How to write an RFQ that forces vendors to be honest
A strong RFQ is not long. It is specific.
Here is a structure you can reuse.
RFQ Section A, scope and acceptance
• item list, exact part numbers
• acceptable manufacturers, and whether alternates allowed
• required standards and certificates
• required traceability level
• required pre award sample formats
• delivery terms and packaging rules
RFQ Section B, vendor declarations
Ask vendor to confirm, in writing
• manufacturer name and country of manufacture
• whether supplier is OEM, authorized, or broker
• whether documents are available before shipment
• whether serial or lot list will be provided
RFQ Section C, rejection conditions
Write clear rejection conditions, example
• mismatch of part number or manufacturer
• missing evidence pack items
• certificate scope mismatch
• traceability list missing
• country of origin inconsistency
When rejection conditions are written clearly, good vendors become more serious, and risky vendors leave early. That is what you want.
Strategizing around the Industrial Supply Chain Regulations 2026 can yield significant advantages.
- A one page acceptance decision method you can forward internally
Many approvals get stuck because stakeholders argue emotionally.
Use a one page decision method.
One Page Risk Summary
- Item group: mechanical, electrical, instrumentation
- Supplier type: OEM, authorized, broker
- Evidence status: complete, partial, missing
- Traceability level: 1 to 4
- Compliance match: exact, unclear, mismatch
- Risk rating: green, amber, red
- Recommendation: proceed, proceed with conditions, hold, stop
- Next actions with owner and date
This is what internal teams like. It is short, decision focused, and audit friendly.
FAQ
Q1. Why do good priced items still get rejected in the USA?
Because in the USA, compliance and traceability are treated as part of the product. If evidence does not match the requirement, the buyer cannot approve.
Q2. Do I always need OEM direct sourcing?
Not always. But you must prove the authorization chain and keep traceability strong. Authorized distributor sourcing can be safe when evidence is clean.
Compliance with the Industrial Supply Chain Regulations 2026 is a non-negotiable aspect of procurement.
Adapting to the Industrial Supply Chain Regulations 2026 will ensure smoother operations.
Q3. What is the fastest way to reduce rejection risk?
Demand pre award sample formats for certificates, test reports, serial list, and origin statement. If vendor cannot show formats before award, risk is high.
Q4. What is the biggest mistake procurement teams make?
They accept “documents after PO” as normal. After PO, leverage is low and the project schedule becomes hostage.
For assistance navigating the Industrial Supply Chain Regulations 2026, reach out to industry experts.
Q5. Can small items like gauges and fittings create major compliance problems?
Yes. Small items often have the highest document error rate, especially calibration, hazardous area approvals, and origin confusion.
Call to Action
If your team is losing time due to vendor document gaps, cross border fraud risk, or repeated receiving rejections, I can support with a pre award evidence review and a clean risk summary your team can forward internally.
Email: contact@shafiqulmowla.com
WhatsApp: +8801748778853
Website: www.shafiqulmowla.com